विषयसूची:
- चरण 1: इलेक्ट्रॉनिक्स डिजाइन
- चरण 2: इलेक्ट्रॉनिक्स असेंबली
- चरण 3: इलेक्ट्रॉनिक्स प्रोग्रामिंग और परीक्षण
- चरण 4: मशीनिंग सेटअप
- चरण 5: मामले की मशीनिंग
- चरण 6: साइड स्विच की मशीनिंग
- चरण 7: केस बैक की मशीनिंग
- चरण 8: विधानसभा देखें
- चरण 9: अंतिम नोट्स
")
वीडियो: MechWatch - एक कस्टम डिजिटल वॉच: 9 कदम (चित्रों के साथ)
")
2024 लेखक: John Day | [email protected]. अंतिम बार संशोधित: 2024-01-30 09:22




MechWatch एक ऐसी घड़ी है जिसे मैंने लचीलेपन के मामले में Arduino के फायदे के लिए डिज़ाइन किया था, लेकिन मैं चाहता था कि यह पेशेवर रूप से देखने और महसूस करने के लिए जैसा मैं कर सकता था। उस अंत तक यह निर्देशयोग्य काफी उन्नत सतह माउंट इलेक्ट्रॉनिक्स (सोल्डर के लिए कोई उजागर कनेक्शन नहीं) और सीएनसी मिलिंग उपकरण का उपयोग करता है।
दूसरी तस्वीर में एक दृष्टांत के साथ, मैं शुरू करता हूँ कि समय कैसे पढ़ा जाता है। दो एलईडी रिंग हैं, एक घंटे की सुई है और दूसरी मिनट की सुई के रूप में कार्य करती है, जो एनालॉग घड़ी के चेहरे पर 1-12 से इंगित करती है। क्योंकि मिनट की सुई केवल 5 मिनट की वृद्धि में चल सकती है, किसी भी एक मिनट को दिखाने के लिए 4 अलग-अलग एलईडी हैं। एक उदाहरण के रूप में तीसरी तस्वीर 9:41 प्रदर्शित करने वाली घड़ी दिखाती है।
वॉच इंटरेक्शन उस तरफ दो-तरफा स्विच के माध्यम से किया जाता है जो लग्स (आगे / पीछे) की ओर स्लाइड करता है। समय निर्धारित करने के लिए:
1. स्विच को तब तक दबाकर रखें जब तक लाइट बंद न हो जाए। जब इसे जारी किया जाता है तो समय चमक रहा होगा और घंटे को बदलने के लिए स्विच को ऊपर/नीचे धकेला जा सकता है
2. स्विच को फिर से तब तक दबाकर रखें जब तक लाइट बंद न हो जाए और उसी तरह मिनट सेट करने के लिए स्विच करें
3. समय बचाने के लिए स्विच को तब तक दबाकर रखें जब तक रोशनी फिर से बंद न हो जाए
4. यदि आप एक बटन दबाए बिना समय निर्धारित करते हुए बहुत लंबा इंतजार करते हैं, तो घड़ी बिना किसी बदलाव को सहेजे सो जाएगी
यह निर्देश योग्य रूपरेखा बताता है कि पूरी घड़ी कैसे बनाई जाए और आवश्यक सभी स्रोत फाइलें प्रदान करें।
चरण 1: इलेक्ट्रॉनिक्स डिजाइन


यह कदम इलेक्ट्रॉनिक्स की बारीकियों की रूपरेखा तैयार करता है। पहली छवि विद्युत योजनाबद्ध है, जिसमें दिखाया गया है कि सभी भागों को कैसे रेखांकित किया गया है। दूसरी छवि दिखाती है कि बोर्ड कैसे व्यवस्थित है, शीर्ष लाल है और नीचे नीला है।
सभी इलेक्ट्रॉनिक्स भागों के साथ-साथ जहां मैं उन्हें खरीदता हूं, सामग्री के सटीक बिल में रुचि रखने वाले किसी भी व्यक्ति के लिए, मैंने लंबी सूची द्वारा सभी को स्क्रॉल करने के बजाय लिंक के साथ एक एक्सेल फ़ाइल संलग्न की है।
मैं एक सुसंगत डिजाइन सौंदर्य के साथ सर्किट बोर्ड के शीर्ष को अपेक्षाकृत स्पष्ट रखना चाहता था, इसलिए मैंने माइक्रोकंट्रोलर को बीच में रखा और इसके चारों ओर आरटीसी, क्रिस्टल और प्रतिरोधों को रखा। एल ई डी बाहर के चारों ओर और यहां तक कि बाहरी दर्पण के चारों ओर के निशान परिपत्र डिजाइन सौंदर्यशास्त्र को घेरते हैं।
माइक्रोकंट्रोलर के साथ एल ई डी को इंटरफेस करने के लिए उन्हें ग्रिड में व्यवस्थित किया जा सकता है, उन्हें चलाने के लिए 12 डिजिटल आई/ओ पिन की आवश्यकता होती है। साथ ही मैं समय रखने के लिए रीयल टाइम क्लॉक (आरटीसी) का उपयोग करना चाहता हूं ताकि मैं बिजली बचाने के लिए माइक्रोकंट्रोलर को गहरी नींद में डाल सकूं। आरटीसी माइक्रोकंट्रोलर की तुलना में काफी कम बिजली का उपयोग करता है, जो चार्ज के बीच 5 दिनों तक की अनुमति देता है। माइक्रोकंट्रोलर के साथ संचार करने के लिए RTC को I2C संचार की आवश्यकता होती है। मैंने ATMEGA328P को चुना क्योंकि यह इन आवश्यकताओं को पूरा करता है और मैं पहले से ही इसका उपयोग करने से परिचित हूं (यह कई Arduinos में भी उपयोग किया जाता है)।
घड़ी के साथ बातचीत करने के लिए उपयोगकर्ता को किसी प्रकार के स्विच की आवश्यकता होती है, इसलिए मुझे दो-तरफा स्लाइडिंग स्विच मिला जो स्प्रिंग्स का उपयोग करके केंद्र में लौटता है। एक बाहरी स्लाइडिंग स्विच एक सेट स्क्रू का उपयोग करके विद्युत स्विच से जुड़ जाता है।
मैंने सब कुछ पावर देने के लिए लिथियम बैटरी और इसे रिचार्ज करने के लिए क्यूई इंडक्टिव चार्जिंग का उपयोग करने का फैसला किया। मैं घड़ी को रिचार्ज करने के लिए किसी भी प्रकार के कनेक्टर्स का उपयोग करने से बचना चाहता था क्योंकि वे गंदगी और पानी को अंदर जाने के लिए उद्घाटन पेश करते हैं और शायद त्वचा के इतने करीब होने के कारण समय के साथ खराब हो जाएंगे। किसी से भी अधिक डेटा शीट पढ़ने के बाद, मैं BQ51050BRHLT पर बस गया। इसमें अच्छे रेफरेंस डायग्राम हैं और बिल्ट इन लिथियम बैटरी चार्जर (स्पेस एक प्रीमियम पर है)।
चूंकि क्यूई चार्जिंग इलेक्ट्रॉनिक्स को शीर्ष पर व्यवस्थित करने का कोई अच्छा तरीका नहीं था, इसलिए मुझे इसे बैटरी के साथ बोर्ड के पीछे रखना पड़ा। स्विच भी पीछे स्थित है, लेकिन ऐसा इसलिए है क्योंकि बाहरी स्विच संलग्न करने के लिए यह एक बेहतर स्थान है।
चरण 2: इलेक्ट्रॉनिक्स असेंबली



मैंने पहली तस्वीर में लगभग सभी इलेक्ट्रॉनिक्स टुकड़ों को व्यवस्थित किया है। मैंने कई कैपेसिटर और प्रतिरोधों को छोड़ दिया, क्योंकि वे सभी बहुत समान दिखते हैं और मिश्रण या खोना आसान है।
सोल्डर को पैड पर लाने के लिए, मैं सोल्डर स्टैंसिल का उपयोग करूंगा। सर्किट बोर्ड को स्टैंसिल के नीचे संरेखित रखने के लिए मैंने दूसरी तस्वीर में धारक को जल्दी से बनाया, लेकिन कई आसान विकल्प उपलब्ध हैं, सबसे सरल टेप है।
तीसरी तस्वीर स्टैंसिल को बोर्ड पर संरेखित दिखाती है। चौथी तस्वीर में मिलाप के पेस्ट को स्टैंसिल के छेद में मिलाते हुए दिखाया गया है। यह महत्वपूर्ण है कि मिलाप लगाने के बाद स्टैंसिल को सीधे ऊपर उठा लिया जाए। यह तस्वीर मेरे द्वारा ऐसा करने के अस्थायी तरीके को भी प्रकट करती है क्योंकि मैंने पहले कभी स्टैंसिल का उपयोग नहीं किया है। अगली बार मैं फ्रेम नहीं खरीदूंगा। फ्रेम के बिना एक किनारे के साथ एक छोटी शीट को टेप करना, जीना और सीखना आसान होता।
अब एक कठिन और कठिन काम; चिमटी की एक जोड़ी के साथ बोर्ड पर प्रत्येक भाग को रखें। चित्र 7 में रखे गए भागों को दिखाया गया है और चित्र 8 में उन्हें मिलाप दिखाया गया है।
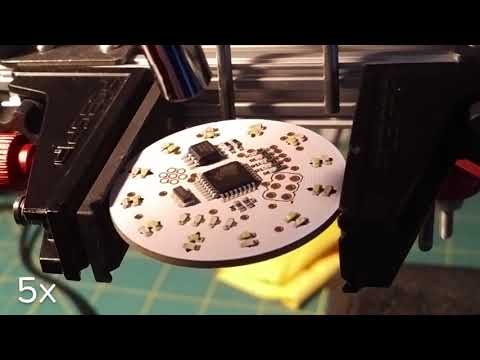
छठी तस्वीर के स्थान पर वीडियो टांका लगाने की प्रक्रिया को दर्शाता है। मैं भागों को परेशान किए बिना मिलाप को पिघलाने के लिए 450C पर सेट हॉट एयर सोल्डरिंग स्टेशन का उपयोग करता हूं, वैकल्पिक रूप से एक ही काम करने के लिए टांका लगाने वाले ओवन का उपयोग करना संभव है। नीचे टांका लगाने के बाद आईसी पर आसन्न पिन के बीच शॉर्ट्स की जांच के लिए निरंतरता मोड पर सेट मल्टीमीटर का उपयोग करें। जब कोई कमी पाई जाती है, तो उसे चिप से दूर खींचने और तोड़ने के लिए टांका लगाने वाले लोहे का उपयोग करें।
इस तरह से सोल्डरिंग करते समय पिघलने के लिए जाने से पहले बोर्ड को कुछ मिनट के लिए धीरे-धीरे गर्म करना महत्वपूर्ण है। अन्यथा थर्मल शॉक भागों को नष्ट कर सकता है। यदि आप इस पद्धति से अपरिचित हैं तो मैं अधिक विस्तृत निर्देशों को देखने का सुझाव दूंगा।
इसके बाद, कॉइल को 2 वायर कनेक्टर से कनेक्ट करना और चार्जिंग बेस के ऊपर रखना आवश्यक है। अगर सब कुछ ठीक रहा तो ग्रीन चार्ज लाइट लगभग एक सेकंड के लिए चालू होनी चाहिए और फिर बंद कर दें। अगर बैटरी कनेक्ट है तो ग्रीन चार्ज लाइट चार्ज होने तक चालू रहनी चाहिए।
चार्जिंग अपेक्षित रूप से काम करने के बाद, बोर्ड के शीर्ष भाग को मिलाप करने की समान प्रक्रिया है। चित्र 9 में एल ई डी के लिए एक नोट, ओरिएंटेशन दिखाने के लिए एल ई डी के नीचे एक छोटा सा अंकन है। जिस तरफ छोटी रेखा निकलती है वह एलईडी योजनाबद्ध में त्रिभुज का संकीर्ण छोर है। आपके द्वारा उपयोग की जाने वाली प्रत्येक सतह माउंट एलईडी के लिए इसे जांचना महत्वपूर्ण है क्योंकि विभिन्न निर्माताओं के बीच अंकन भिन्न हो सकते हैं।
चरण 3: इलेक्ट्रॉनिक्स प्रोग्रामिंग और परीक्षण


माइक्रोकंट्रोलर को प्रोग्राम करने के लिए AVRISP mkII का उपयोग करें (Arduino IDE में अपलोड पर क्लिक करते समय शिफ्ट को पुश एंड होल्ड करें)। बूटलोडर को सामान्य रूप से जलाने के लिए और FTDI केबल के साथ घड़ी के पीछे सीरियल कनेक्शन का उपयोग करने के लिए इसका उपयोग करना भी संभव है। लेकिन बूटलोडर को दरकिनार करके और सीधे AVR ISP mkII के साथ प्रोग्रामिंग करने से कोड पावर-अप पर जल्दी शुरू हो जाता है।
मैंने इस चरण में भी कोड संलग्न किया है। यदि कोई अधिक गहराई से देखना चाहता है, तो मैंने यह समझाने के लिए कोड पर टिप्पणी की है कि प्रत्येक भाग क्या करता है। कोड की सामान्य संरचना एक राज्य मशीन है। प्रत्येक राज्य में कोड का एक टुकड़ा होता है जो इसे चलाता है और साथ ही एक अलग राज्य में जाने के लिए शर्तें भी रखता है।
I/O पिन को नियंत्रित करने वाले अधिकांश कोड सीधे रजिस्टरों को नियंत्रित करते हैं, इसे पढ़ना थोड़ा कठिन है लेकिन यह डिजिटल की तुलना में निष्पादन में 10x तक तेज हो सकता है। लिखें या पढ़ें।
चरण 4: मशीनिंग सेटअप



वॉच केस के लिए मशीनिंग सेटअप काफी जटिल है और इसके लिए अच्छी तैयारी करनी पड़ती है।
मैं जिस मिल का उपयोग कर रहा हूं वह एक ओथरमिल v2 (जिसे अब बैंटम टूल्स कहा जाता है) एक टो क्लैंप किट के साथ है। क्लैंप मुझे काम के टुकड़े को पक्षों से पकड़ने की अनुमति देते हैं, जिसका उपयोग मैं पहले सेटअप के लिए करता हूं।
घड़ी की मशीनिंग तीन सेटअपों में की जाती है। पहले सेटअप में सिर्फ शुरुआती सामग्री को सीएनसी बेड से जोड़ा गया है और मिल घड़ी के अंदर के आकार को काटती है और सतह को थोड़ा हटा देती है। मशीनिंग सॉफ्टवेयर सेटअप को छठी तस्वीर में देखा जा सकता है।
दूसरे सेटअप में घड़ी के केस को अंदर से पकड़ने के लिए एक कस्टम स्थिरता की आवश्यकता होती है, इसलिए घड़ी के पूरे शीर्ष को बाहरी आकार में काटना संभव है। कस्टम फिक्स्चर को पहली तस्वीर में दूसरी तस्वीर में एक विस्फोटित दृश्य के साथ देखा जा सकता है। छोटे केंद्र के टुकड़े में एक टैप किया हुआ छेद होता है, इसलिए जब एक स्क्रू को कड़ा किया जाता है तो यह टुकड़े को उठा लेता है और दो साइड के टुकड़ों को घड़ी के मामले में, इसे पकड़कर रखता है। दूसरे सेटअप के लिए मशीनिंग सॉफ्टवेयर चित्र 7 में देखा गया है।
तीसरे सेटअप को घड़ी को पकड़ने के लिए एक और कस्टम फिक्स्चर की आवश्यकता होती है; यह थोड़ा आसान है। स्थिरता में एक आधार और एक टुकड़ा होता है जो घड़ी के अंदर जाता है। घड़ी के अंदर का टुकड़ा आधार पर दो पदों के साथ पंजीकृत होता है और घड़ी के मामले को उल्टा रखने के लिए शिकंजा होता है।
मैंने एल्युमीनियम के बड़े टुकड़ों से फिक्स्चर के टुकड़ों को बनाया और उन्हें टैब से जुड़ा छोड़ दिया। दोनों पक्षों के मशीनी होने के बाद मैंने टैब को एक स्क्रॉल आरी से काट दिया और उन्हें चिकना कर दिया।
मैंने fusion360 CAD फाइलें शामिल की हैं जिनका उपयोग मैंने सभी भागों (घड़ी के मामले और साइड स्विच सहित) को बनाने के लिए किया था, लेकिन यदि आप भागों को बनाने का प्रयास करते हैं तो अपने निर्णय का उपयोग करें। अगर कुछ गलत हो जाता है और टूट जाता है तो मैं जिम्मेदार नहीं हूं।
फिक्स्चर को और अधिक सटीक बनाने के लिए एक संकेत: मशीन के किसी भी हिस्से को मशीन से पहले मशीन के साथ इंटरफेस करें और फिर इसे अंतिम स्थान पर रखें और फिर इसे अंतिम आयामों में मशीन करें। यह सुनिश्चित करता है कि कई छोटी त्रुटियां कंपाउंड न हों और वॉच केस को गलत जगह पर रखें। यह ज्ञान स्क्रैप एल्युमिनियम के ढेर द्वारा आपके लिए लाया गया है।
चरण 5: मामले की मशीनिंग




शुरुआती एल्युमिनियम ब्लैंक को पहली तस्वीर में देखा जा सकता है। मैं केंद्र को हटाने के लिए 1-1 / 4 छेद का उपयोग करता हूं, इससे मशीनिंग का काफी समय बचता है।
जैसा कि पिछले चरण में बताया गया है कि मामले को मशीनिंग करने के लिए 3 सेटअप हैं। मशीनिंग के बाद पहला सेटअप चित्र 2 में देखा गया है। मैं अधिकांश सामग्री को हटाने के लिए पहले 1 1/8 "एंड मिल (नीचे की तरफ फ्लैट) का उपयोग करता हूं। फिर मैं 4 स्क्रू को काटने के लिए 1/32" एंड मिल पर स्विच करता हूं। छेद। स्क्रू होल में धागों को काटने के लिए मैं फिर M1.6 थ्रेड मिल (हार्वे टूल्स से) का उपयोग करता हूं। मेरे द्वारा उपयोग की जाने वाली विशिष्ट सेटिंग्स Fusion360 CAD फ़ाइल में निहित हैं।
चित्र 3 मशीनिंग समाप्त होने के साथ दूसरा सेटअप दिखाता है और चौथा चित्र मशीनिंग से पहले तीसरा सेटअप दिखाता है।
अधिकांश सामग्री को जल्दी से निकालने के लिए दूसरे सेटअप को 1/8 "एंड मिल का उपयोग करके मशीनीकृत किया जाता है, फिर मैं घुमावदार सतहों को काटने के लिए 1/8" बॉल मिल (गोल छोर) का उपयोग करता हूं। ऑपरेशन तीसरे सेटअप के लिए भी समान हैं।
दूसरे सेटअप में एक अन्य विशेष उपकरण के उपयोग की आवश्यकता होती है, एक संशोधित आर्बर के साथ एक 3/4 स्लिटिंग देखा जाता है ताकि यह वॉच केस होल्डर के साथ निकटता से फिट हो सके। स्लिटिंग ने 16500 आरपीएम पर स्पिन किया और 30 मिमी/मिनट पर चलता है। यह गति ओथरमिल जो करने में सक्षम है उसे धक्का देता है, इसलिए इसे और भी धीमा करना आवश्यक हो सकता है। यह कदम ऊपर वीडियो में दिखाया गया है।
यदि आप सीएनसी मशीनिंग के बारे में विशिष्टताओं के बारे में अधिक जानना चाहते हैं, तो मैं आपको YouTube पर NYC CNC के बारे में बताऊंगा, वे यहां मुझसे कहीं बेहतर काम करते हैं।
केवल उन लोगों के संदर्भ के लिए जो इसका मतलब जानते हैं, 1/8 एंड मिल के लिए अन्यमिल v2 पर उपयोग की जाने वाली सेटिंग्स 16400 आरपीएम (163.5 मीटर/मिनट), 300 मिमी/मिनट, कट की 1 मिमी गहराई और 1.3 मिमी चौड़ाई है। कट गया।
क्योंकि दूसरी चक्की में घड़ी को अपनी तरफ रखने के लिए पर्याप्त z ऊँचाई नहीं है, मुझे वॉच बैंड के लिए छेद और साइड स्विच के लिए छेद को मैन्युअल रूप से ड्रिल करने की आवश्यकता है। घड़ी के अनियमित आकार के किनारों पर उनका पता लगाने में मदद करने के लिए I 3D ने कुछ गाइड मुद्रित किए, जो चित्रों में 5-7 दिखाई दे रहे हैं। ड्रिलिंग सटीकता में मदद करने के लिए जहां तक संभव हो ड्रिल बिट को चक में लाना महत्वपूर्ण है; इससे बिट का भटकना मुश्किल हो जाता है।
साइड स्विच होल एक गैर-गोलाकार आकार है, इसलिए इसे ड्रिल के साथ शुरू करने के बाद इसे परिष्कृत करने की आवश्यकता होती है, जो स्विस फाइलों का उपयोग करके किया जाता है। कैलिपर्स का उपयोग करके मैं वर्तमान छेद को मापता हूं और इसे सही आयाम में दर्ज करता हूं। छेद ऊपर की सतह से 4.6 मिमी, नीचे की सतह से 3.8 मिमी और प्रत्येक पीछे के सबसे दूर के बिंदु से 25.8 मिमी होना चाहिए। मेरा सुझाव है कि छेद भरते समय प्रेरणा के लिए YouTube पर Clickspring देखें।
चरण 6: साइड स्विच की मशीनिंग



इस चरण में उपयोग की गई फ़ाइलों को ज़िप फ़ाइल में वापस मशीनिंग सेटअप में शामिल किया गया था।
साइड स्विच को काफी हद तक MechWatch केस के समान ही बनाया गया है। इसे केस के समान सेटिंग्स का उपयोग करके 1/8 "एंड मिल के साथ मिलाया जाता है। इसके बाद घुमावदार सतहों पर 1/8" बॉल मिल का उपयोग करें, पहले की तरह ही सेटिंग्स।
दूसरा सेटअप मशीनिंग से पहले और बाद में 3-4 तस्वीरों में देखा गया है। 1/8 "एंड मिल, 1/8" बॉल मिल, 1/32 "एंड मिल फिर M1.6 थ्रेड मिल। (बोर्ड पर स्विच को पकड़ने के लिए एक थ्रेडेड होल है)।
मैं दो कारणों से एल्यूमीनियम के एक बड़े टुकड़े से स्विच को मशीन करता हूं। पहला कारण यह है कि मैं पक्षों को जकड़ सकता हूं और गलती से इसे पकड़े हुए टुकड़े को नहीं मिला सकता। दूसरा यह है कि जब मैं इसे तीसरे ऑपरेशन के लिए स्लॉट में रखता हूं तब भी इसे क्लैंप किया जा सकता है (चित्र 5 देखें)।
चरण 7: केस बैक की मशीनिंग


वॉच बॉटम ऐक्रेलिक से बना है, इसे इंडक्टिव चार्जिंग के कारण नॉन-मेटालिक होना चाहिए। मैं इसे किनारे से (प्रत्येक 12.7 मिमी मोटी) और दो तरफा टेप से जगह में रखने के लिए कुछ एल्यूमीनियम ऑफ-कट का उपयोग करता हूं।
चूंकि प्लास्टिक एल्यूमीनियम की तुलना में मशीन के लिए बहुत आसान है, इसलिए सीएनसी सेटिंग्स के साथ अधिक आक्रामक होना संभव है। 1/8 "एंड मिल से शुरू होने वाली सेटिंग्स 16500 RPM, 600 मिमी/मिनट काटने की दर, 1.5 मिमी कट की गहराई, और 1 मिमी चौड़ाई कटौती हैं। बारीक विवरण काटने के लिए 1/32" एंड मिल का उपयोग करें समान सेटिंग्स लेकिन कट की 0.25 मिमी गहराई और कट की.3 मिमी चौड़ाई।
लॉग से टूथपिक को मोड़ने के बाद (मुझे पतले स्टॉक का उपयोग करना चाहिए, लेकिन मेरे पास यही है) मेरे पास घड़ी वापस समाप्त हो गई है। घड़ी को पतला रखने के लिए इसमें इलेक्ट्रोमैग्नेट शेप काटा गया है।
इसे बिस्तर से हटाने के लिए मैंने टी-स्लॉट में एक एलन की डाल दी और धीरे से ऊपर की ओर उठा, जब यह ढीला होने लगे तो अगले बिंदु पर चला गया।
अंतिम चरण एक ड्रिल बिट लेना है और नीचे की तरफ के छेदों को धीरे से गिनना है। मैं इसे ड्रिल बिट को हाथ से घुमाकर करता हूं। मुझे केंद्रित और नियंत्रण में रखना आसान लगता है।
फिर से इस चरण में उपयोग की गई फ़ाइलों को ज़िप फ़ाइल में वापस मशीनिंग सेटअप में शामिल किया गया था।
चरण 8: विधानसभा देखें



यह सबसे फायदेमंद कदम है, सभी भागों को लेना और उन्हें अंतिम घड़ी में जोड़ना। सभी व्यवस्थित भाग (24 मिमी चौड़े वॉच बैंड और 24 मिमी लंबे 1.5 मिमी व्यास त्वरित रिलीज़ स्प्रिंग बार घटाकर) चित्र 1 में देखे गए हैं।
पहला भाग मुश्किल है क्योंकि मेरे द्वारा ऑर्डर किए गए 40 मिमी व्यास वाले ओ-रिंग वास्तव में 37 मिमी के करीब हैं, इसलिए उन्हें बाहर निकालने और जल्दी से स्थापित करने की आवश्यकता है। एक गेंद के अंत का उपयोग करें एलन की को इसे खांचे के साथ रोल करके जगह में दबाएं जैसा कि चित्र 2 में देखा गया है।
जब ओ-रिंग ठीक से बैठ जाए तो क्रिस्टल (40 मिमी व्यास 1.5 मिमी मोटाई) को घड़ी के मामले में मजबूती से दबाएं। ओ-रिंग को लगभग अदृश्य रहते हुए इसे अपनी जगह पर रखना चाहिए।
अब इलेक्ट्रॉनिक्स को स्थापित करने का समय आ गया है। सबसे पहले, क्रिस्टल के अंदर एक लिंट-फ्री कपड़े से पोंछें और मामले में इलेक्ट्रॉनिक्स को सीट दें, ओरिएंटेशन को सीधा रखने के लिए कुंजी पर ध्यान दें। पीसीबी को मामले में मजबूती से बैठना चाहिए, लेकिन अगर यह ढीला है तो इसे जगह में रखने के लिए सुपर ग्लू की एक छोटी बूंद के साथ इसे सुरक्षित किया जा सकता है।
एक बार जब इलेक्ट्रॉनिक्स अंदर आ जाता है, तो साइड स्विच छेद के माध्यम से और पीसीबी पर लगे स्विच के ऊपर फिट हो जाता है। एक M1.6 सेट स्क्रू दो टुकड़ों को एक साथ रखता है जैसा कि चित्र 4 में देखा गया है।
इसके बाद, कॉइल पर लंबे केबलों को मोड़ने और टक करने की आवश्यकता होती है, जहां वे किसी भी उजागर विद्युत संपर्क को रगड़ेंगे नहीं।
अंतिम चरण यह सब बंद करना है, और प्लास्टिक के मामले को 4 एम 1.6 स्क्रू के साथ वापस संलग्न करना है। यह ध्यान देना महत्वपूर्ण है कि पीछे की आकृति कुंडल आकार के साथ मेल खाती है। वायर प्लेसमेंट को ट्विक करना आवश्यक हो सकता है ताकि यह बेहतर तरीके से फिट हो सके।
अंतिम चरण त्वरित रिलीज़ स्प्रिंग बार (चित्र 8-9) का उपयोग करके वॉच बैंड को संलग्न करना है। चुने गए बैंड के आधार पर, स्प्रिंग बार के साथ काम करने के लिए बैंड को संशोधित करना आवश्यक हो सकता है। दिखाए गए शार्क मेश बैंड के लिए, मैं त्वरित रिलीज तंत्र को समायोजित करने के लिए एक छोटा छेद बनाने के लिए वायर कटर का उपयोग करता हूं।
चरण 9: अंतिम नोट्स


घड़ी अब समाप्त हो गई है!
बस एक दो नोट: साइड स्विच कभी-कभी थोड़ा चिपचिपा हो सकता है, इसे ठीक करने के लिए छेद को बड़ा करना या सेट स्क्रू को ढीला करके स्विच स्थान को समायोजित करना आवश्यक हो सकता है, स्विच को शरीर के करीब पकड़कर और फिर से कस कर पेंच
घड़ी को चार्ज करने के लिए मैंने दूसरी तस्वीर में देखे गए Adafruit Qi चार्जर (https://www.adafruit.com/product/2162) के आधार पर एक कस्टम चार्जिंग स्टैंड बनाया, लेकिन यह एक और समय के लिए एक विषय है।
जो भी चार्जर चुना जाता है, यह ध्यान रखना महत्वपूर्ण है कि कॉइल और चार्जर के बीच कोई धातु नहीं हो सकती है। क्योंकि मैंने जो बैंड चुना है वह धातु है, इसे चार्जर के चारों ओर जाना होगा
अंत तक पढ़ने के लिए धन्यवाद, मुझे आशा है कि आपने कुछ सीखा होगा। महीनों बाद मेकवॉच को बनाने में मुझे खुशी हो रही है।


घड़ियां प्रतियोगिता में प्रथम पुरस्कार
सिफारिश की:
कस्टम पीसीबी के साथ हेड फोन एम्प: 8 कदम (चित्रों के साथ)
")
कस्टम पीसीबी के साथ हेड फोन एम्प: मैं पिछले कुछ समय से हेडफोन amp का निर्माण (और सही करने की कोशिश कर रहा हूं) कर रहा हूं। आप में से कुछ लोगों ने मेरे पिछले 'ible बिल्ड' को देखा होगा। उन लोगों के लिए जिन्होंने मैंने इन्हें नीचे लिंक नहीं किया है। अपने पुराने बिल्ड पर मैंने हमेशा टी बनाने के लिए प्रोटोटाइप बोर्ड का उपयोग किया है
कस्टम प्रोफाइल के साथ हॉटकी कीबोर्ड: 14 कदम (चित्रों के साथ)
")
कस्टम प्रोफाइल के साथ हॉटकी कीबोर्ड: मुझे आशा है कि आप इस महामारी के बीच अच्छा कर रहे हैं। सुरक्षित हों। मजबूत बनो। #COVID19 एक औद्योगिक डिज़ाइनर होने के नाते, मुझे 7-8 से अधिक सॉफ़्टवेयर एक्सेस करने की आवश्यकता है जिसमें सॉलिडवर्क्स, फोटोशॉप, इलस्ट्रेटर, कीशॉट, इंडिज़िन आदि शामिल हैं।
DIY ऐप्पल वॉच चार्जिंग स्टैंड (आईकेईए हैक): 5 कदम (चित्रों के साथ)
: 5 कदम (चित्रों के साथ)")
DIY Apple वॉच चार्जिंग स्टैंड (IKEA हैक): यदि आप अपने Apple वॉच की अतिरिक्त लंबी चार्जिंग केबल से परेशान हैं, तो आप इस चार्जिंग स्टैंड को बनाने की कोशिश कर सकते हैं और इसका आनंद ले सकते हैं
अलार्म फ़ंक्शन के साथ Arduino डिजिटल घड़ी (कस्टम पीसीबी): 6 कदम (चित्रों के साथ)
: 6 कदम (चित्रों के साथ)")
अरुडिनो डिजिटल क्लॉक विद अलार्म फंक्शन (कस्टम पीसीबी): इस DIY गाइड में मैं आपको दिखाऊंगा कि कैसे आप अपनी खुद की डिजिटल घड़ी को यह अलार्म फंक्शन बना सकते हैं। इस परियोजना में मैंने अपना खुद का पीसीबी बनाने का फैसला किया जो कि Arduino UNO माइक्रोकंट्रोलर - Atmega328p पर आधारित है। आपको PCB l के साथ इलेक्ट्रॉनिक योजनाबद्ध मिलेगा
चार कैरेक्टर डिस्प्ले के साथ प्रोग्रामेबल वॉच: 5 स्टेप्स (चित्रों के साथ)
")
फोर कैरेक्टर डिस्प्ले के साथ प्रोग्रामेबल वॉच: जब आप इस अप्रिय, ओवरसाइज़्ड, पूरी तरह से अव्यवहारिक कलाई घड़ी पहनेंगे तो आप शहर की चर्चा होंगे। अपनी पसंदीदा गलत भाषा, गाने के बोल, प्राइम नंबर आदि प्रदर्शित करें। माइक्रोरीडर किट से प्रेरित होकर, मैंने इसका उपयोग करके एक विशाल घड़ी बनाने का फैसला किया